
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Suspendisse varius enim in eros elementum tristique.

.webp)
.webp)
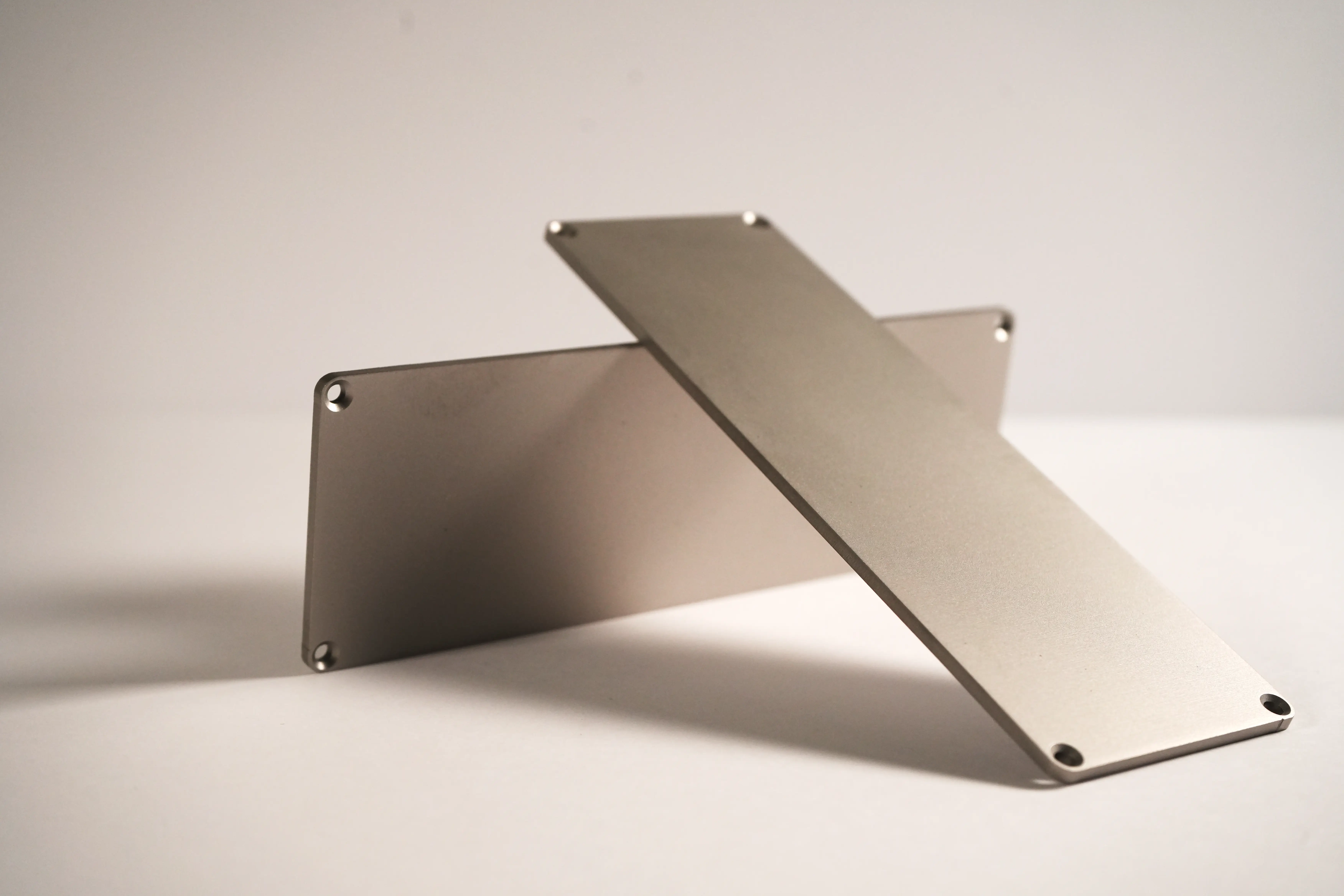
Before bead blasting, metal parts may show visible cutting marks, oxidation, or discoloration caused by the laser cutting process. The surface can appear uneven or reflective depending on the material. After bead blasting, the surface becomes a consistent matte texture with a smooth, uniform appearance. The process evens out the visual finish and removes most cutting marks and discoloration.

Bead blasting can be applied to most metals and part geometries. However, tight internal corners, deep pockets, and small recessed features may not receive the same level of finishing because the blasting media cannot reach them directly. Masking may be required for areas where the original surface finish must be preserved.
.webp)
.webp)
.webp)
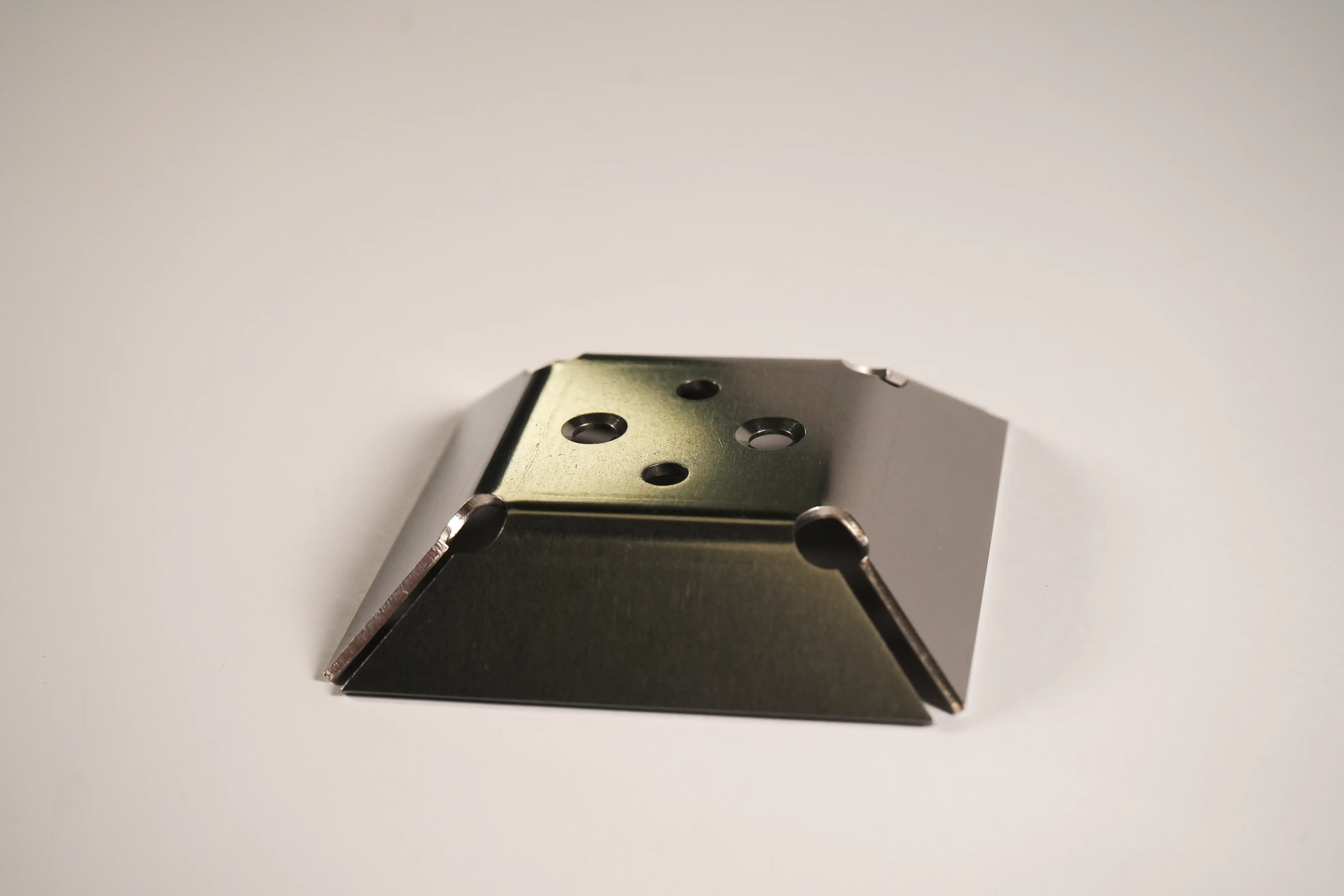
Before deburring, laser cut parts may have sharp edges and small burrs along the cut surfaces. These edges can feel rough to the touch and may interfere with assembly or safe handling. After deburring, edges are smoother and safer while maintaining the original geometry of the part. The process focuses on removing sharpness rather than changing the visible surface finish.
Deburring works well on most laser cut parts and materials. Extremely small features or tight internal corners may not be fully reachable by the process. Parts should be designed with standard laser cutting tolerances, and thin delicate features should be avoided if they could bend during finishing.
.webp)
.webp)
Before powder coating, metal parts may show natural material variations, surface scratches, or discoloration from cutting. These imperfections can make the part look unfinished. After powder coating, the surface is covered by a uniform colored layer that hides most minor imperfections while protecting the metal underneath. The result is a durable and professional looking finish.
Powder coating adds a thin layer of material to the surface of the part, typically around 2–4 mils in thickness. Designs should account for this added thickness in tight tolerances, threaded areas, or mating surfaces. Hanging points or contact areas may be required during coating, and deep recesses may experience reduced coating coverage.

.webp)
Before tumbling, laser cut parts typically have crisp edges and visible cutting marks along the surface. These edges can feel sharp and the surface may have slight discoloration from the cutting process. After tumbling, edges become smoother and slightly rounded while the surface texture appears more uniform. The result is a cleaner, more refined part that is easier and safer to handle.
Tumbling works best for small to medium sized parts that can move freely within the finishing media. Very large parts or parts with extremely thin features may not be suitable. Deep pockets, tight internal corners, or very small holes may experience less finishing since the media cannot easily reach those areas.